株式会社佐藤製作所について
弊社は「銀ロウ付け銀ロウを使ったロウ付けのこと。 「銀ロウ」は、はんだと同じように、接着剤の種類である。数あるロウ材の中で、銀を多く含有しているので銀ロウと呼ばれる。 「ロウ付け」は、溶接と同じように、接合技術の種類である。ロウ接合と呼ぶこともある。 「銀ロウ付け」は、「銀ロウ」という接着剤を使って「ロウ付け」という溶接技術のことをいう。 銀ロウ付けの温度は、大体700度~800度程度である。 銀ロウの溶ける融点が700度前後である。 また銀ロウの中でも、銀の含有率の違いや、含まれる成分の違いで沢山の種類に分かれている。 よって、製品や用途によって最適な銀ロウを選定する必要がある。 フラックスを含んだ銀ロウも販売されている。 強度ははんだ付けよりも遥かに強く、基本外れることは無い。 但し、高い技術力でしっかりとロウ付けされていることが前提条件だが。 一般的な溶接との違いは、重装備なしで手軽に出来ることや、銅や真鍮を接合できること、気密性が高いこと、母材を溶かさないので小さく薄い品などに適していること、異種金属材を接合できること、などがある。 ロウ付けの手順と仕組み 接着したい母材を密着させる。(イラストでは分かりやすいように離してあります) ↓ 母材とろう材を適切な温度で加熱すると、融点の低いろう材のみが溶けて母材の隙間に染み込んでいく。 ↓ ろう材が冷え固まって接着します。 More・アルミのろう付け・はんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 More」を強みとした銅・真鍮、アルミの多品種小ロット加工会社です。
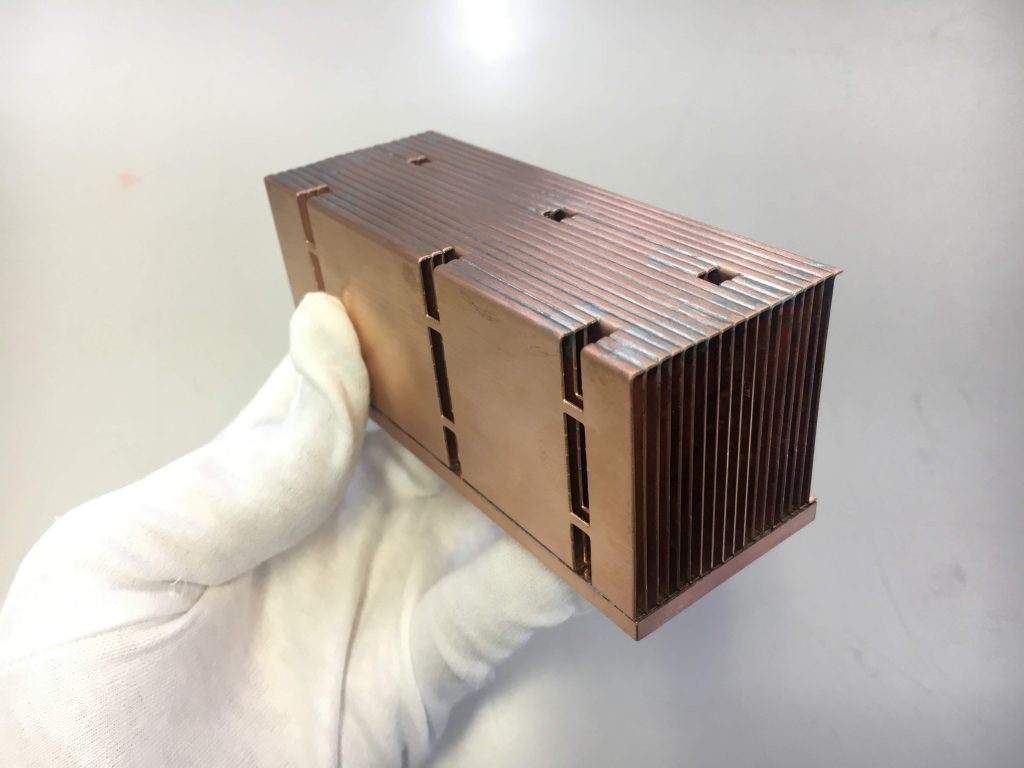
最近では、産業用パワーデバイス向け高性能ヒートシンクの開発・製造に力を入れており、オンリーワンの冷却性能を持つモデルを販売しています。また、購入したヒートシンクの追加工や改造、他社で製作した部品の追加工、ラジエーターやコンプレッサーの改造・修理などの対応も多くしております。
機械設計・メカ設計から、筐体や部品の製作・加工まで対応可能です。
昭和33年の創業以来、主に通信・放送機器の分野(ポケベルや地デジ、LTEなどに代表されるテレビ放送やモバイル通信)に関わる部品加工、機器製造に取り組み、 数々の製品と独自の加工技術を提供して参りました。
今後は今まで培ってきた技術力を、新しい業界にも積極的に提供していこうとしております。また、今ある技術力を永続的に維持・成長させていくために若手の採用や教育に今後一層力を入れていきます。