弊社は、真鍮やアルミ・ステンレスのろう付け技術を強みとした、金属加工会社です。
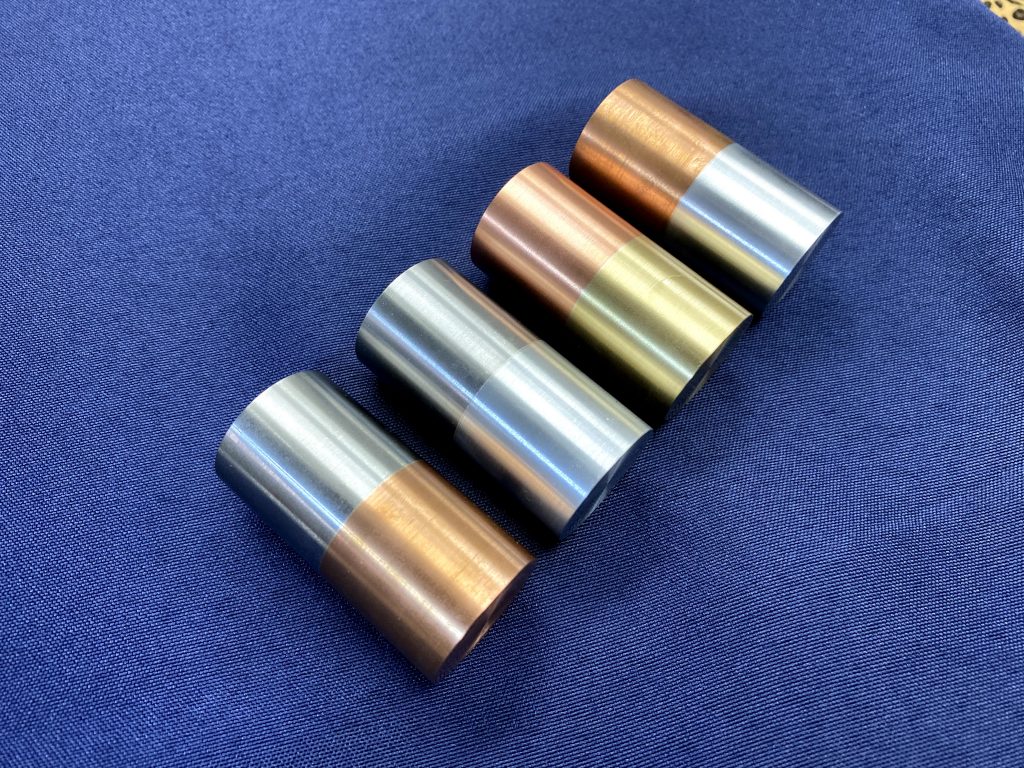
違う種類の金属をロウ付けしたサンプル 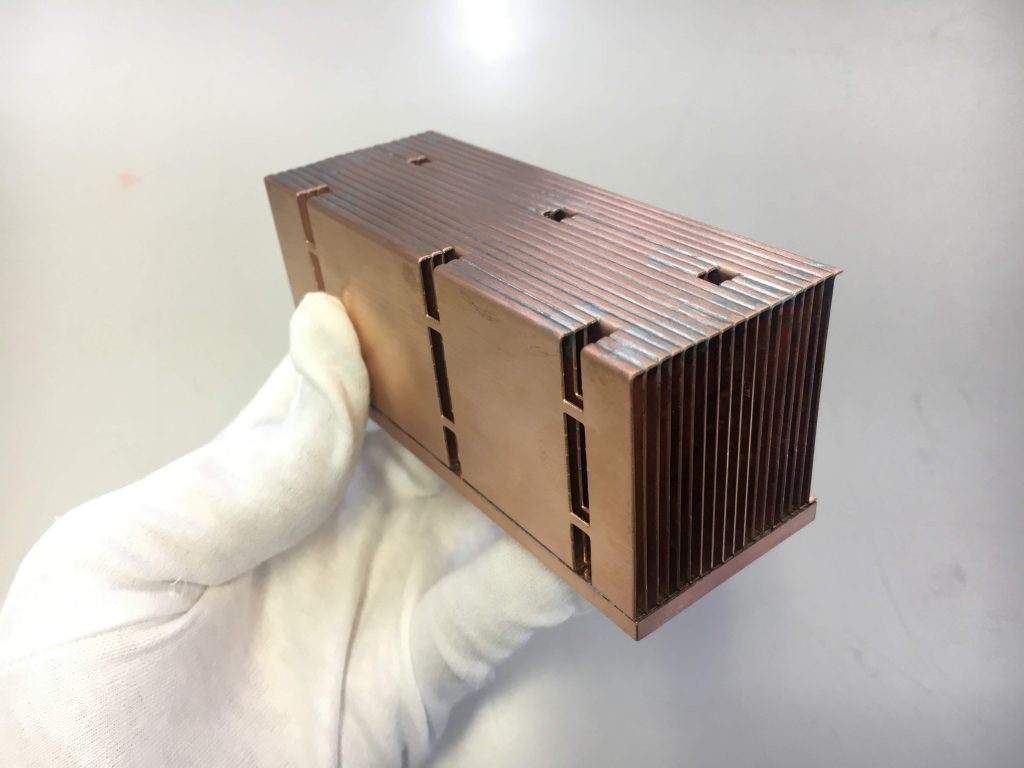
特注のヒートシンク 
銅と鉄のはんだ付け
真鍮・銅・ステンレス・鉄・超鋼の銀ロウ付け銀ロウを使ったロウ付けのこと。 「銀ロウ」は、はんだと同じように、接着剤の種類である。数あるロウ材の中で、銀を多く含有しているので銀ロウと呼ばれる。 「ロウ付け」は、溶接と同じように、接合技術の種類である。ロウ接合と呼ぶこともある。 「銀ロウ付け」は、「銀ロウ」という接着剤を使って「ロウ付け」という溶接技術のことをいう。 銀ロウ付けの温度は、大体700度~800度程度である。 銀ロウの溶ける融点が700度前後である。 また銀ロウの中でも、銀の含有率の違いや、含まれる成分の違いで沢山の種類に分かれている。 よって、製品や用途によって最適な銀ロウを選定する必要がある。 フラックスを含んだ銀ロウも販売されている。 強度ははんだ付けよりも遥かに強く、基本外れることは無い。 但し、高い技術力でしっかりとロウ付けされていることが前提条件だが。 一般的な溶接との違いは、重装備なしで手軽に出来ることや、銅や真鍮を接合できること、気密性が高いこと、母材を溶かさないので小さく薄い品などに適していること、異種金属材を接合できること、などがある。 ロウ付けの手順と仕組み 接着したい母材を密着させる。(イラストでは分かりやすいように離してあります) ↓ 母材とろう材を適切な温度で加熱すると、融点の低いろう材のみが溶けて母材の隙間に染み込んでいく。 ↓ ろう材が冷え固まって接着します。 More、アルミのロウ付け「アルミロウ」というロウ材を使用して行う「ロウ付け」のこと。 アルミのロウ付けは、銀ロウで行うことは出来ない。理由のひとつに、融点にある。 銀ロウは700度前後で溶けるが、アルミは500度にもなれば母材が溶けてしまう。 さらに接着剤としての役割を担うロウ材のメイン成分である銀はアルミとの親和性が低い。 「アルミを銀ロウ付けしてください」という依頼を頂くことがあるが、それはアルミをアルミロウでロウ付けすることとなる。 もしくはアルミのハンダ付けで対応する。佐藤製作所では、ロウ付け依頼の案件をハンダ付けにして提案する事が多い。 理由は、コストメリットと品質安定のメリットがあるからである。 More、筐体などのはんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 Moreなど、ろう付けに関する加工は、弊社にお任せ下さい。
部品加工から、溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More・銀ロウ付け銀ロウを使ったロウ付けのこと。 「銀ロウ」は、はんだと同じように、接着剤の種類である。数あるロウ材の中で、銀を多く含有しているので銀ロウと呼ばれる。 「ロウ付け」は、溶接と同じように、接合技術の種類である。ロウ接合と呼ぶこともある。 「銀ロウ付け」は、「銀ロウ」という接着剤を使って「ロウ付け」という溶接技術のことをいう。 銀ロウ付けの温度は、大体700度~800度程度である。 銀ロウの溶ける融点が700度前後である。 また銀ロウの中でも、銀の含有率の違いや、含まれる成分の違いで沢山の種類に分かれている。 よって、製品や用途によって最適な銀ロウを選定する必要がある。 フラックスを含んだ銀ロウも販売されている。 強度ははんだ付けよりも遥かに強く、基本外れることは無い。 但し、高い技術力でしっかりとロウ付けされていることが前提条件だが。 一般的な溶接との違いは、重装備なしで手軽に出来ることや、銅や真鍮を接合できること、気密性が高いこと、母材を溶かさないので小さく薄い品などに適していること、異種金属材を接合できること、などがある。 ロウ付けの手順と仕組み 接着したい母材を密着させる。(イラストでは分かりやすいように離してあります) ↓ 母材とろう材を適切な温度で加熱すると、融点の低いろう材のみが溶けて母材の隙間に染み込んでいく。 ↓ ろう材が冷え固まって接着します。 More・アルミのろう付け・はんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 More、金属メッキ処理、塗装、リーク(空気漏れ)試験まで、一貫して弊社で取りまとめが可能です。
弊社では、銀ロウ付け銀ロウを使ったロウ付けのこと。 「銀ロウ」は、はんだと同じように、接着剤の種類である。数あるロウ材の中で、銀を多く含有しているので銀ロウと呼ばれる。 「ロウ付け」は、溶接と同じように、接合技術の種類である。ロウ接合と呼ぶこともある。 「銀ロウ付け」は、「銀ロウ」という接着剤を使って「ロウ付け」という溶接技術のことをいう。 銀ロウ付けの温度は、大体700度~800度程度である。 銀ロウの溶ける融点が700度前後である。 また銀ロウの中でも、銀の含有率の違いや、含まれる成分の違いで沢山の種類に分かれている。 よって、製品や用途によって最適な銀ロウを選定する必要がある。 フラックスを含んだ銀ロウも販売されている。 強度ははんだ付けよりも遥かに強く、基本外れることは無い。 但し、高い技術力でしっかりとロウ付けされていることが前提条件だが。 一般的な溶接との違いは、重装備なしで手軽に出来ることや、銅や真鍮を接合できること、気密性が高いこと、母材を溶かさないので小さく薄い品などに適していること、異種金属材を接合できること、などがある。 ロウ付けの手順と仕組み 接着したい母材を密着させる。(イラストでは分かりやすいように離してあります) ↓ 母材とろう材を適切な温度で加熱すると、融点の低いろう材のみが溶けて母材の隙間に染み込んでいく。 ↓ ろう材が冷え固まって接着します。 More・アルミろう付けの高い技術力・ノウハウを持つ職人の育成にも力をいれておりますので、今後の継続性が高いことも強みの一つです。
何かお困りの際は、いつでもお問い合わせ下さい。
勿論、ろう付け以外の金属加工についてのお問い合わせもお待ちしております。
ロウ付けロウ付けは、主に銅や真鍮などの銅合金を接合する目的で利用される、金属接合技術の一つです。正確には溶接の部類には含まれず「ロウ接」と呼ばれる技術になります。 最も古くからある金属接合技術が「ロウ付け」です。佐藤製作所では、大気中でアセチレンガスを使用したバーナーでの銀ロウ付けを行っています。ロウ付けの方法は他にもあり、高周波加熱装置を使用したり、真空雰囲気炉で行う手法もあります。製品の用途や対象金属の種類によって、方法を選択します。 原理としては、母材そのものを融解させて固定させる溶接とは異なり、ロウ付けは母材を融解させません。代わりに、接合対象の2部品の間に「ロウ材」と言われる接着剤を溶かし込み、空気冷却して強固に固定します。銀ろう、と呼ばれているものは、ロウ材が銀のロウ材を使用しているからです。なので、アルミのロウ材であれば、アルミロウ付け、黄銅のロウ材であれば、黄銅ロウ付け、銅のロウ材であれば銅ロウ付け、と呼び名が変わります。 以下、一般的なロウ付けの解説 ↓ ロウ付けは英語で「Brazing」、はんだ付けは英語で「Soldering」と表記される。 AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 Moreについて何でもお答えします! お気軽にお問い合わせください。