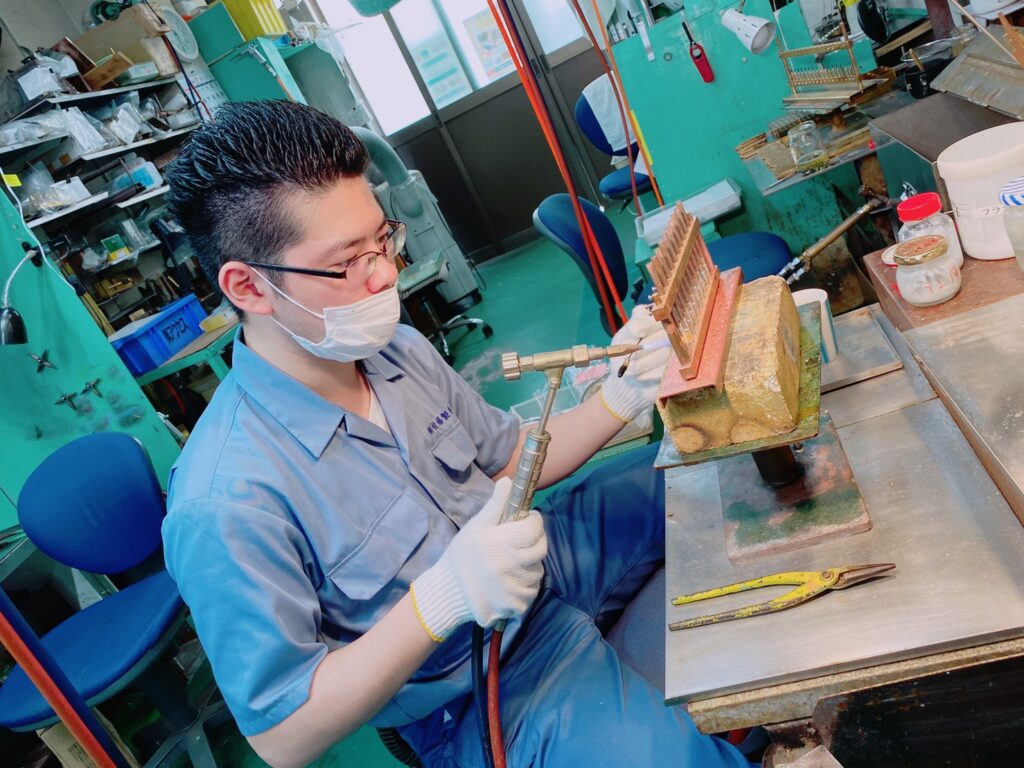
- ロウ付けロウ付けは、主に銅や真鍮などの銅合金を接合する目的で利用される、金属接合技術の一つです。正確には溶接の部類には含まれず「ロウ接」と呼ばれる技術になります。 最も古くからある金属接合技術が「ロウ付け」です。佐藤製作所では、大気中でアセチレンガスを使用したバーナーでの銀ロウ付けを行っています。ロウ付けの方法は他にもあり、高周波加熱装置を使用したり、真空雰囲気炉で行う手法もあります。製品の用途や対象金属の種類によって、方法を選択します。 原理としては、母材そのものを融解させて固定させる溶接とは異なり、ロウ付けは母材を融解させません。代わりに、接合対象の2部品の間に「ロウ材」と言われる接着剤を溶かし込み、空気冷却して強固に固定します。銀ろう、と呼ばれているものは、ロウ材が銀のロウ材を使用しているからです。なので、アルミのロウ材であれば、アルミロウ付け、黄銅のロウ材であれば、黄銅ロウ付け、銅のロウ材であれば銅ロウ付け、と呼び名が変わります。 以下、一般的なロウ付けの解説 ↓ ロウ付けは英語で「Brazing」、はんだ付けは英語で「Soldering」と表記される。 AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 More製品の写真一覧はこちら - 佐藤製作所のロウ付けロウ付けは、主に銅や真鍮などの銅合金を接合する目的で利用される、金属接合技術の一つです。正確には溶接の部類には含まれず「ロウ接」と呼ばれる技術になります。 最も古くからある金属接合技術が「ロウ付け」です。佐藤製作所では、大気中でアセチレンガスを使用したバーナーでの銀ロウ付けを行っています。ロウ付けの方法は他にもあり、高周波加熱装置を使用したり、真空雰囲気炉で行う手法もあります。製品の用途や対象金属の種類によって、方法を選択します。 原理としては、母材そのものを融解させて固定させる溶接とは異なり、ロウ付けは母材を融解させません。代わりに、接合対象の2部品の間に「ロウ材」と言われる接着剤を溶かし込み、空気冷却して強固に固定します。銀ろう、と呼ばれているものは、ロウ材が銀のロウ材を使用しているからです。なので、アルミのロウ材であれば、アルミロウ付け、黄銅のロウ材であれば、黄銅ロウ付け、銅のロウ材であれば銅ロウ付け、と呼び名が変わります。 以下、一般的なロウ付けの解説 ↓ ロウ付けは英語で「Brazing」、はんだ付けは英語で「Soldering」と表記される。 AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 More技術解説についてはこちら - 金属加工品の写真一覧はこちら
- 佐藤製作所が選別したネット市販では購入出来ないプロ使用の「ろう材」、「フラックス」を小口販売しております。ご希望の方はお問い合わせフォームまで。
【動画】銀ろう付けとは
銀ろう付けとはんだ付けの簡易比較
| 強度 | 銀ろう > はんだ |
| 外観 | 銀ろう = はんだ |
| 難度 | 銀ろう > はんだ |
| 価格 | 銀ろう(高い) > はんだ(安い) |
| 耐熱 | 銀ろう(約700℃) > はんだ(約200℃) |
銀ろう付けの特徴(※当社はRoHS対応のろう材を使用)
- 真鍮、銅を溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More出来る。
最もポピュラーな用途として、銅合金(真鍮、銅)を高強度で溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreすることが出来ます。銀ろう材にも様々な種類がありますが、一般融点は約700度です。 - 接合強度が強い。
銀ろう付けの重要な特徴の1つに、「強度の強さ」があります。接合面積が小さい微小部品であっても、非常に強い接合強度を誇るため外れません。そのため、接点やセンサー部品などにも銀ろう付けが利用されることが多いです。また、融点も700℃前後と高いため、高温下で使用しても外れません。 - 気密性(密閉度)が高い。
こちらも重要な特徴の1つです。ろう接合は、隙間にろう材を溶かしこんで接合する溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More技術です。そのため、隙間にろう材が入り込むことで、内部の気密性(密閉度)が高く保たれます。液体や空気、また電波に至るまで、外部に漏らさないことが出来る技術です。 - ステンレス、鉄、超硬(合金)、アルミにも対応。
上記の金属にもおいても、銀ろう付けで溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreすることが可能です。但しアルミに限り、「アルミろう」というアルミ専用のろう材を使用して溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreします。 - 窒化アルミニウム、ジルコニア、アルミナなどのセラミックと銅や超硬金属を接合出来る。
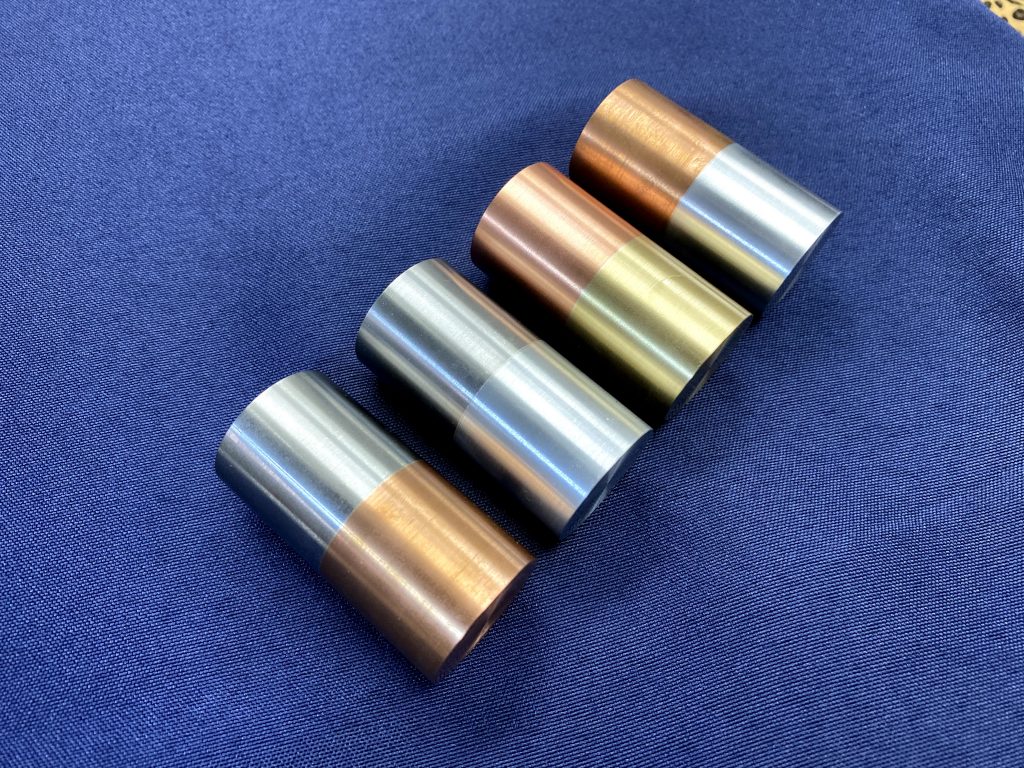
佐藤製作所では、多様な金属高機能材において接合実績がございます。異種金属の接合も可能です。形状や用途によって接合方法が分かれますので、適した手法を提案致します。難易度が高い案件で技術力とノウハウが必要です。 - 異種金属を溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More(接合)出来る。
銀ろう付けは、真鍮・銅の他に、ステンレスや鉄・超硬(合金)などの金属にも利用可能です。そのため、真鍮と銅は勿論、超硬(合金)とステンレス、真鍮とステンレスなどの異種金属の溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreが可能です。 - 母材を溶かさない。
銀ろう付けは、母材を溶かさず、加工形状を保ちます。その為、外観に歪みや変形がほとんど起きません。形状や内部構造が重要な製品には有効です。エッジや角も綺麗に保ちます。 - 微小部品の溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreが出来る。
4.の「母材を溶かさない」という特徴によって、微小部品でも綺麗に溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreすることが可能です。微小部品になるほど、高い技術力が必要になります。難易度が高い案件で技術力とノウハウが必要です。
佐藤製作所は銀ろう付けをはじめとした、ろう付けはんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 More溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreにおいてノウハウを持つ会社です。
銀ろう付けやはんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 Moreのものづくり体験教室ワークショップや勉強会を開催し、技術の普及活動も行っております。
また、用途に合わせて佐藤製作所が選定した最適なろう材やはんだ材、フラックスの個別販売もしております、ろう付けや修理でお悩みの方はご相談ください。


製品一例
- パワーデバイス向け高性能ヒートシンク
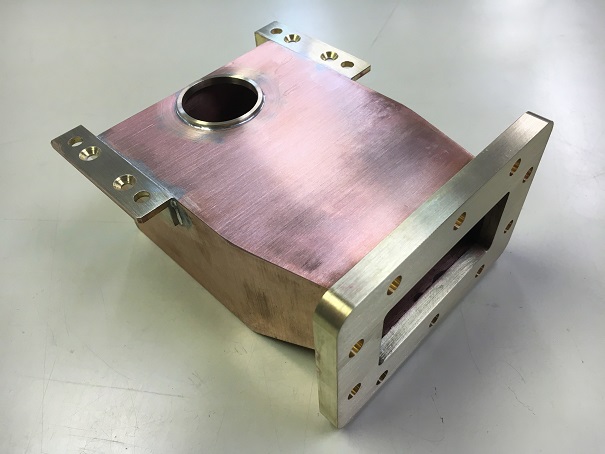
当社オリジナルの超高性能産業用パワーデバイス向けヒートシンクの製造。購入したヒートシンクの追加工や修理、改造も行えます。納める筐体のメカ設計や機械設計も対応可能。 - 無線通信用の製品(電波を扱うため、気密性が重要)
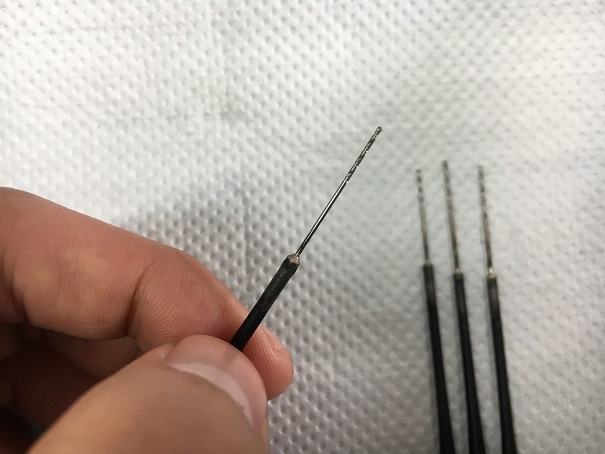
導波管、テーパー管、ホーンアンテナ、バンドパスフィルター、給電管、分配器、結合器、コイル、エルボ、中心導体、トランジューサー、放電管、など - 測定機器関連の製品(主にセンサーの接点部。SUSに超硬(合金)をろう付けする場合が多い)
接点端子、先端軸、接点軸、マイクロメータ、など - 医療機器関連の製品(主にステンレスの精密な部材を溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreする製品が多い。真鍮もあります。)
各種医療機器部品、内科向け器具、外科向け器具、特注品、オーダーメイド、など - 研究機関や大学向けの製品(主に真鍮・銅やステンレスの溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More)
特注品、オーダーメイド品、など - 美術・工芸関連の製品(主に真鍮・銅の溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More)
特注品、オーダーメイド品、など - 修理品(主に真鍮の溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More)
使用部品の接合、修復、複製、など - その他(主に真鍮・銅の溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More 銀ろう付け)
産業用抵抗器、電流シャント、各種産業用機械に使用されるろう付け部品、電力プラント向け配管、など
はんだ付けの特徴(ガス溶接)



- 真鍮(銅)を溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More出来る。
こちらもポピュラーな用途として、銅合金(真鍮、銅)を溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreすることが出来ます。 - 気密性(密閉度)が高い。
こちらも重要な特徴の1つです。はんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 Moreも、隙間にろう材を溶かしこんで接合する溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More技術です。そのため、隙間にろう材が入り込むことで、内部の気密性(密閉度)が高く保たれます。液体や空気、また電波に至るまで、外部に漏らさないことが出来ます。 - 銀ろう付けよりもコストが安い。
溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More材の値段が安く、また溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More時の工数が銀ろう付けよりも短縮されるため(融点が低いことが理由)、銀ろう付けよりもコストを抑えることが可能です。はんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 Moreにする際に、ご検討頂きたいポイントが①強度をそこまで必要としない②耐熱性をそこまで必要としない、の2点です。この2点をクリアする場合は、はんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 Moreのご提案をさせて頂いております。 - アルミと銅を溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More(接合)することが出来る。
異種金属であるアルミと銅や、アルミとステンレス等を溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More可能です。電気溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreでは困難なケースで力を発揮します。難易度が高い案件で技術力とノウハウが必要です。 - 窒化アルミ、アルミナ、ジルコニア、などのセラミックとアルミ、銅、ステンレスを溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More(接合)出来る。
上記と同様に、セラミックと異種金属の接合も可能です。接合方法は複数あるので、ご要望を伺い、ベストな手法を提案致します。難易度が高い案件で技術力とノウハウが必要です。 - 筐体(箱型のケース)の溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreに適している。
真鍮や銅、鉄などの箱を溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreで加工する際に、はんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 Moreは適しています。2で示した、気密性(密閉性)が高く保たれる為、そのような用途で使用する製品には相性が良いです。融点が低いため、銀ろう付けよりもはんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 Moreの方が筐体の溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreには適しています。 - 薄板の溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreに強い。
はんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 Moreの融点が約250℃前後なので、銀ろう付けに比べて母材に与える熱影響が減ります。そのため、熱影響によって歪みやすい薄板の溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 More(板の厚みが0.3~0.5mm)は、はんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 Moreが適しております。