佐藤製作所6つの特徴

銀ロウ付け
セラミックのロウ付け各種セラミックをロウ付けする技術のこと。 セラミック同士のロウ付けは勿論、佐藤製作所では、セラミックとアルミ、セラミックと銅Cu、セラミックとステンレスなどの異種接合も得意としている。 セラミックの種類も多数あり、マコール、ジルコニア、アルミナ、窒化ケイ素、窒化アルミなど様々な素材のロウ付けに対応。 セラミックのロウ付けによる強度試験などにも対応。 ペルチェ素子のロウ付け等の依頼が増えている。 佐藤製作所は、1個から、短納期で、低コストでセラミックのロウ付けを行える為、試作や研究開発案件を得意としている。 セラミックのロウ付けは通常の大気中で行う銀ロウ付けなどと異なる手法で行う。難易度が高く、対応できる会社が少ない。 More、真空ロウ付け真空中でロウ付けを行う溶接技術のこと。 具体的には、「真空炉」と呼ばれる大きなオーブンのような機械の中に母材とロウ材をセットし、炎を使わずに電気で加熱して行う。 電子レンジやオーブントースターのようなイメージと言えば分かりやすいだろうか。 真空ロウ付けで重要なところは「真空度」がどれだけ高いかということである。 真空度が低いと、母材が酸化してしまうのでうまくロウ付けが行えない。 またセットしたらもう出来上がるまでは待つしかないので、セットする際の押さえ方、最適な形状の選定、など ロウ付けのノウハウが必要になる。 水素や窒素ガスで炉中を満たす雰囲気ガスロウ付けという手法もあり、母材の特性によって手法を選定する必要がある。 More、アルミのロウ付け「アルミロウ」というロウ材を使用して行う「ロウ付け」のこと。 アルミのロウ付けは、銀ロウで行うことは出来ない。理由のひとつに、融点にある。 銀ロウは700度前後で溶けるが、アルミは500度にもなれば母材が溶けてしまう。 さらに接着剤としての役割を担うロウ材のメイン成分である銀はアルミとの親和性が低い。 「アルミを銀ロウ付けしてください」という依頼を頂くことがあるが、それはアルミをアルミロウでロウ付けすることとなる。 もしくはアルミのハンダ付けで対応する。佐藤製作所では、ロウ付け依頼の案件をハンダ付けにして提案する事が多い。 理由は、コストメリットと品質安定のメリットがあるからである。 More、はんだ付けはんだ付けは、ロウ付けと同じく「ロウ接合」という金属接合技術の一つです。はんだの成分はSn(スズ)が殆どで、他にAg(銀)やCu(銅)などが少量含まれている合金です。 元々は鉛が含まれており有害性が懸念されていましたが、現在では殆ど使用されなくなりました。 半田ごてを使用して行うはんだ付けが一般的ですが、佐藤製作所ではガスバーナーの高火力で広範囲にはんだ付けを行っています。 以下、一般的なはんだ付けの解説 ↓ AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 More、気密検査まで対応いたします。
パイプ曲げ
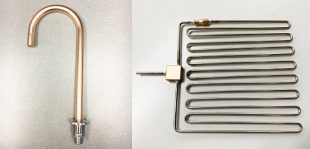
1Φ〜20Φの小径が得意です。
ロウ付けロウ付けは、主に銅や真鍮などの銅合金を接合する目的で利用される、金属接合技術の一つです。正確には溶接の部類には含まれず「ロウ接」と呼ばれる技術になります。 最も古くからある金属接合技術が「ロウ付け」です。佐藤製作所では、大気中でアセチレンガスを使用したバーナーでの銀ロウ付けを行っています。ロウ付けの方法は他にもあり、高周波加熱装置を使用したり、真空雰囲気炉で行う手法もあります。製品の用途や対象金属の種類によって、方法を選択します。 原理としては、母材そのものを融解させて固定させる溶接とは異なり、ロウ付けは母材を融解させません。代わりに、接合対象の2部品の間に「ロウ材」と言われる接着剤を溶かし込み、空気冷却して強固に固定します。銀ろう、と呼ばれているものは、ロウ材が銀のロウ材を使用しているからです。なので、アルミのロウ材であれば、アルミロウ付け、黄銅のロウ材であれば、黄銅ロウ付け、銅のロウ材であれば銅ロウ付け、と呼び名が変わります。 以下、一般的なロウ付けの解説 ↓ ロウ付けは英語で「Brazing」、はんだ付けは英語で「Soldering」と表記される。 AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 More+ メッキ金属の表面に、素材と異なる種類の金属の膜を生成する技術。 メッキ処理を行う目的としては主に2つ ①金属の特性を変える ②表面を綺麗にする メッキの種類は非常に豊富で、用途や見た目の好みで選定する必要がある。工業品から装飾品、個人向けの品まで幅広く使用されている技術。 金メッキ、銀メッキ、銅メッキ、スズメッキ、亜鉛メッキ、ニッケルメッキ、ピンクゴールドメッキ、など種類は多岐にわたる。 More とセットで対応可能です。
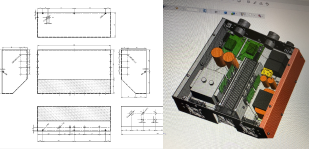
設計
ロウ付けロウ付けは、主に銅や真鍮などの銅合金を接合する目的で利用される、金属接合技術の一つです。正確には溶接の部類には含まれず「ロウ接」と呼ばれる技術になります。 最も古くからある金属接合技術が「ロウ付け」です。佐藤製作所では、大気中でアセチレンガスを使用したバーナーでの銀ロウ付けを行っています。ロウ付けの方法は他にもあり、高周波加熱装置を使用したり、真空雰囲気炉で行う手法もあります。製品の用途や対象金属の種類によって、方法を選択します。 原理としては、母材そのものを融解させて固定させる溶接とは異なり、ロウ付けは母材を融解させません。代わりに、接合対象の2部品の間に「ロウ材」と言われる接着剤を溶かし込み、空気冷却して強固に固定します。銀ろう、と呼ばれているものは、ロウ材が銀のロウ材を使用しているからです。なので、アルミのロウ材であれば、アルミロウ付け、黄銅のロウ材であれば、黄銅ロウ付け、銅のロウ材であれば銅ロウ付け、と呼び名が変わります。 以下、一般的なロウ付けの解説 ↓ ロウ付けは英語で「Brazing」、はんだ付けは英語で「Soldering」と表記される。 AWS(American Welding Society:アメリカ溶接協会)の定義によれば、 液相線温度が450℃以上で母材の固相線温度よりも低い充填用金属(以下、ロウ材という)を用いて、金属を接合させる一群の溶接方法であり、上記のロウ材は近接した接合面間に毛管作用によって行き渡る。 となっている。 難しいので弊社独自の簡単な解説をすると、ロウ付けは木工用ボンドのようなものであり、接合したい2つ以上の部品を「ロウ材」というボンドで固めて接着するようなイメージである。つまり、部品自体は溶かさず(厳密に言えば境界面で合金が出来ているが)隙間にロウ材を染み込ませ、隙間を完全に埋めて固めるという接合方法である。ロウ付けは次の3つの条件を満たすことが必要である。 • 母材を溶かさないで接合されること
• ロウ材の液相線温度が450℃を超えていること
• ロウ材は、母材表面を濡らし、接合面間へ毛管作用によって浸透すること
この定義において「450℃以上」とあるところを「450℃以下」と変更すれば、はんだ付けの定義として通用することになる。すなわちロウ付けもはんだ付けも基本的には同じもので唯一使用するロウ材の液相線温度が異なるだけである。 More、溶接「溶接」と「ロウ付け」は全く異なる。 どちらも金属を接合する為の技術であり、一般的に「溶接」とひとくくりにされることが多いが違う。 「溶接」は名前の通り、母材を溶かして接合する技術で、主に鉄やステンレス、アルミを接合する際に使われる。 「ロウ付け」は母材を溶かさずに、「ロウ材」という接着剤を接合したい部品の隙間に染み込ませて固定する。 例えれば、木工用ボンドのようなものだ。主に銅や真鍮といった銅合金を接合するのに適した技術である。 また「溶接」は光が目に入らないようなメットを被って行い、装備も必要な技術だが、「ロウ付け」は軽装備で手軽に出来る。 佐藤製作所は「ロウ付け」を得意としている会社である。 Moreを含む製品の設計
ヒートシンク半導体から出る熱を金属に伝え、熱による空気の対流を促進、放熱し、半導体の熱を下げる役割をする機構部品の一つ。 半導体は電気を流すと熱を帯びます。自らの熱によって半導体の性能低下、更には故障へつながる危険性があります。したがって、その熱を速やかに逃がし、半導体の熱を下げる必要があります。 ヒートシンクとの素材としては熱伝導性が良く、入手しやすいことから、銅とアルミニウムが主に使用されます。 銅は特に熱の伝わりが良い特徴がありますが、アルミニウムの方が安価で、重量が軽いため、アルミニウム製のヒートシンクを検討することが多いと思います。 アルミニウムの中にも材質の種類があり、A1100、A5052、A6063、などがあります。そのなかでもヒートシンクに使用されることが多いのが、A6063になります。 A6063は製造するときにアルミビレットを加熱後、圧力をかけて押し出して製造され、複雑な断面形状を作ることができます。 また、他のアルミニウムより熱伝導率が低いですが、鋳造の一つであるアルミダイカストも量産性、価格、加工性の良さから選択の一つです。最近では伝導率の高いダイカスト材料も出てきています。 金属そのものが持つ熱伝導率と、成形、加工の特徴、また要求される予算や生産数量より最適な材質が決まってきます。 半導体から出た熱をヒートシンクに伝熱し、さらにヒートシンクの熱を空気に伝熱するには表面積が多い方が有利になります。よって、おおきなサイズのものが高性能になります。また同じサイズの中でも、くし形のフィンや剣山のような形状を作り、出来るだけ表面積を多くすることにより平らな金属板よりも効果が高くなります。 しかしながら、現実には使用できる空間は限られており、全体の構造を小さくするためにも むやみにおおきなヒートシンクを使うことが出来ません。 また、半導体の熱が金属中を伝わる能力にも限界があります。いくら大きいヒートシンクを使っても、効果が落ちていきます。 そのためにもなるべく小さくて性能が十分なヒートシンクを選択したいと考えます。 ファンの風を使うことが出来るのであれば、ヒートシンクはより小さく出来ますし、自然空冷では空気の対流が十分に起こらず、放熱性能が発揮できないフィンの間隔が狭いヒートシンクも検討できます。 風量が大きくなれば、放熱量も大きくなります。 ヒートシンクの性能を示す指標として、熱抵抗値【単位:℃/W】があります。熱抵抗値は以下の式で算出され、値が小さいほど高性能なヒートシンクと言えます。 表面積が大きいと熱抵抗値が小さくなります。抵抗が小さいということは熱が金属を伝わって空気中に放熱される量が多くなることを意味します。 実際にヒートシンクを選ぶ際に検討しなければならないのは半導体が許容される上限温度になります。 その半導体の上限温度と周囲の空気の温度との差を半導体の発熱量で割ると必要熱抵抗となります。 例えば 半導体が許容される上限温度が125℃で周囲温度が35℃の場合、その差(Δt)は90℃。半導体の発熱量が30Wであれば、ヒートシンクに求められる必要熱抵抗は 90℃÷30W=3℃/Wとなります。 熱抵抗3℃/Wのヒートシンクを使って、周囲温度が40℃ 半導体の発熱量が20Wの場合、1W当たり3℃上昇すると考えられるヒートシンクですので、20W×3℃=60℃上昇。よって周囲温度40℃+20W当たりの上昇60℃で、この半導体は100℃まで上昇すると考えられます。 同じ条件でヒートシンクの性能が2℃/Wのものを使用すると、40℃+20W×2℃=80℃まで上昇で抑えられると考えられます。 (*実際にはヒートシンクに表記されている性能には測定条件があります。話を簡単に説明するために、半導体のケース熱抵抗やヒートシンクと半導体ケース温度などの熱抵抗は無視しています。) ヒートシンクの色に黒いものがありますが、表面処理に黒アルマイト処理をしています。アルマイト処理をすることによって表面が硬くなりキズが付きにくいなるメリットや、もともとアルミニウムはさびにくい金属ですが、よりさびにくくなるメリットがあります。それとファンの風を利用しない、自然空冷の時はアルマイトの被膜による放射率の向上が放熱性能の向上に寄与します。 アルマイトの色の違いで放熱性能に差は出ません。 以上ヒートシンクを具体的な検討する前に参考となればと考えます。 More の機械設計
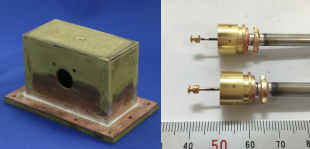
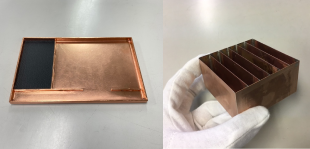
シールドケース電磁波を遮蔽する為の箱。 佐藤製作所では、電磁波の中でも人体への悪影響が大きい超低周波磁界をシールドする、パーマロイ製の磁気シールドケースを主に製造している。 以下に電磁波の影響を含めたシールドについての説明を記載する。 1.電磁波とは 電磁波は、携帯電話やスマートフォンなどの無線機器、医療機器や電子レンジ,IH調理器などの家電製品、電力設備や鉄道、テレビやラジオ放送局など、現在生活においてわれわれの身近に多数存在します。 "電磁波とは、「電界」と「磁界」という性質の異なる波が互いに作用しながら空間を伝わ っていくエネルギーの波のことをいいます。" 電界(または電場)は、電気の力が働く空間(または場所)をいい、電圧がかかっているものの回りに発生します。また磁界(または磁場)とは、磁気の力が働く空間(または場所)をいい、電流が流れている周りに発生します。 電界は電圧の大きさに比例し、あらゆる物質を伝播して帯電します。また磁界は電流の大きさに比例し、生き物の細胞レベルまで届き、コンクリートも貫通するほどのエネルギーをもっています。 電磁波は連続する波であり、1秒間に繰り返す波の数を「周波数(単位:ヘルツ)」、波の山から山までの長さを「波長」といいます。 また電磁波は周波数によって性質が異なります。3テラ~384テラヘルツの赤外線は暖かさを感じるため暖房器具などに使われます。人間や動物の眼で認識できる384テラ~789テラヘルツは可視光線と呼ばれます。789テラ~約3万テラヘルツの紫外線は殺菌作用や日焼けをおこす作用があります。さらに高周波帯のX線は物質を透過する特性があるため、レントゲン検査などに使われています。 2.電磁波の影響について 電磁波は、電子機器や各種センサー類あるいは心臓ペースメーカーなどに誤作動を引き起こす要因として知られており、また健康に害を及ぼす危険性があるといわれています。 とくに人体への影響については世界保健機構(WHO)が「電磁波の中でも超低周波磁界(300ヘルツ以下)と無線周波電磁界(10メガ~300ギガヘルツ)は発癌性があるかもしれない(ガソリンエンジン排ガスやクロロホルムなどと同じ2Bグループに分類されている)」という見解を出しており、海外ではさまざまな基準や規制を設ける国が近年増えています。 3.電磁波遮蔽(シールド)について 電磁波遮蔽(シールド)には、反射損失(シールド材の表面反射で空気との境界面で損失させる)、吸収損失(シールド材内部を通過するときに渦電流などを発生させる)、多重反射損失(シールド材の間で繰り返し反射させる)があります。 電界については、銅、アルミニウムなどの金属や電気が流れやすい(導電性を有する)樹脂などをシールド材に使うことで遮蔽できますが、磁界は透過するため遮蔽できません。 磁界を遮蔽するには、透磁率(材料が持つ磁化されやすさの指標)が大きく、かつ簡単に磁極が消えたり反転したりする軟磁性材を使わなくてはなりません。 "軟磁性材としては、アモルファス(結晶構造をもたない粒子または微細な結晶状態),フ ェライト焼結材(遷移金属のニッケル,亜鉛,マンガン,鉄などの酸化物粉末を焼き固めたもの),珪素鋼板(鉄に珪素を添加した合金)やパーマロイ(ニッケルと鉄の合金)などが知られています。シールド材として、対象となる周波数帯において透磁率を有するものを選ぶ必要があります。" しかしアモルファスやフェライト焼結材は非常に脆く強度がないため構造物としてそのまま使うことは難しく、構造物の表面に貼り付けたり酸化物粉末を樹脂などに混ぜて塗布されます。しかし粉末状の軟磁性材は、透磁率が小さいため人体に影響を及ぼす可能性のある低周波数帯や強い磁界においては十分なシールド効果が得られません。 なお銅,アルミニウムなどの金属やアモルファス,パーマロイなどの軟磁性材は主に吸収により電磁波(電界成分と磁界成分)を損失させるため、電磁波吸収体になります。 4.パーマロイ加工に適したロウ付け技術 電磁波は波としての性質を持っているため、回折現象によって電磁波がシールド材の背後へ回り込んだり、隙間から通り抜けてしまいます。そのため完全にシールドするためには隙間なくシールド材で全体を囲む構造にする必要があります。 パーマロイは強度を持った金属のためそのまま構造物として使えますが、曲げたり切ったりしたときに発生する内部応力に弱く、また溶接などで周囲を溶かしたり高温で組織が変わると透磁率が低下してしまうため、取扱いや加工には注意が必要です。 パーマロイを使って磁気シールド密閉容器などを作る場合、曲げたり溶接をしないで構造物を作るには低温で隙間を塞ぐことが可能な「ロウ付け」が有効であると考えられます。 手作業で行う「ロウ付け」という金属接合技術を応用することで、自由な形状のパーマロイ製磁気シールド密閉容器や、筐体の製造が可能となりますが、現在高いレベルで「ロウ付け」を行える企業は限られてしまっています。 大きな電流が人体の近くを流れる電気自動車,ハイブリッド車では電磁波(とくに低周波磁界)が問題になってきており、また今後普及していく自動運転車などでは電子制御などに使われている半導体の故障やセンサー類の誤作動による事故などが懸念されています。 今後ますます市場ニーズが高まる電磁波(とくに磁界)シールド構造物の加工には、手作業でハイレベルに行う「ロウ付け」技術が重要となるでしょう。 More の機械設計
など、さまざまな設計に対応可能です。
板金、プレス
低コストで量産可能です。
メッキ、塗装処理まで対応いたします。
(1個から数百個まで)
旋盤、フライス
1個から、部品加工のみのご依頼にも対応可能です。翌日から3日程度の超短納期納品にも対応いたします。
追加工・修理

市販品、既製品を改造することができます。他社制作部品でもご対応いたします。
壊れた部品の修理も可能です。
